















Ensayos reológicos en revestimientos para tapas fabricados para tapas de botellas de plástico.
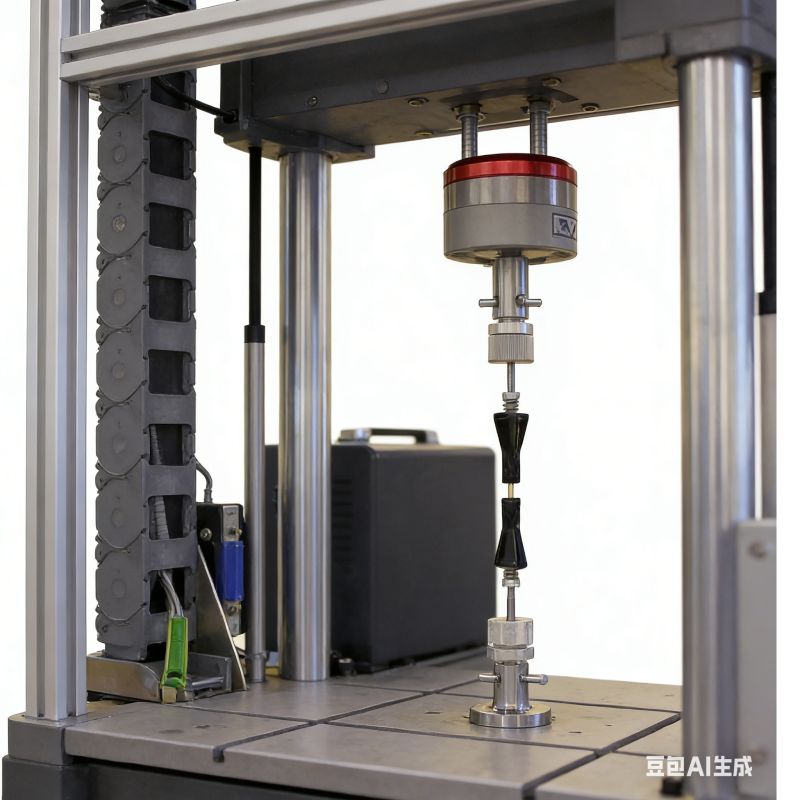
Utilizamos nuestro reómetro capilar para probar un compuesto de polipropileno (PP) que se fundió a 230 °C con un tiempo de precalentamiento de 900 segundos y una fuerza de compactación de 5000 N antes de la extrusión a través de un troquel capilar de 20 mm.
Ensayos reológicos en revestimientos para tapas fabricados para tapas de botellas de plástico.

Ensayos reológicos en revestimientos para tapas fabricados para tapas de botellas de plástico.
Utilizamos nuestro reómetro capilar para probar un compuesto de polipropileno (PP) que se fundió a 230 °C con un tiempo de precalentamiento de 900 segundos y una fuerza de compactación de 5000 N antes de la extrusión a través de un troquel capilar de 20 mm.
Obtenga una cotizaciónDetalles del producto
¿Sabías que el revestimiento interior de la tapa de una botella es una pieza de alta ingeniería? Seleccionar un revestimiento de tapa adecuado es una tarea crítica para garantizar un sello hermético al cerrar la tapa de la botella. Cuando las botellas contienen alimentos, agua, refrescos, medicamentos y productos que están directamente asociados con la seguridad del consumidor, el material del sello es de suma importancia. Los materiales del revestimiento se eligen en función de diversos requisitos, como la prevención de fugas, la creación de una barrera contra la humedad, la resistencia química y la vida útil. Para fabricar revestimientos para tapas se utiliza una amplia variedad de polímeros (teflón, silicona, poliolefinas), espumas con soporte de papel y láminas de aluminio.
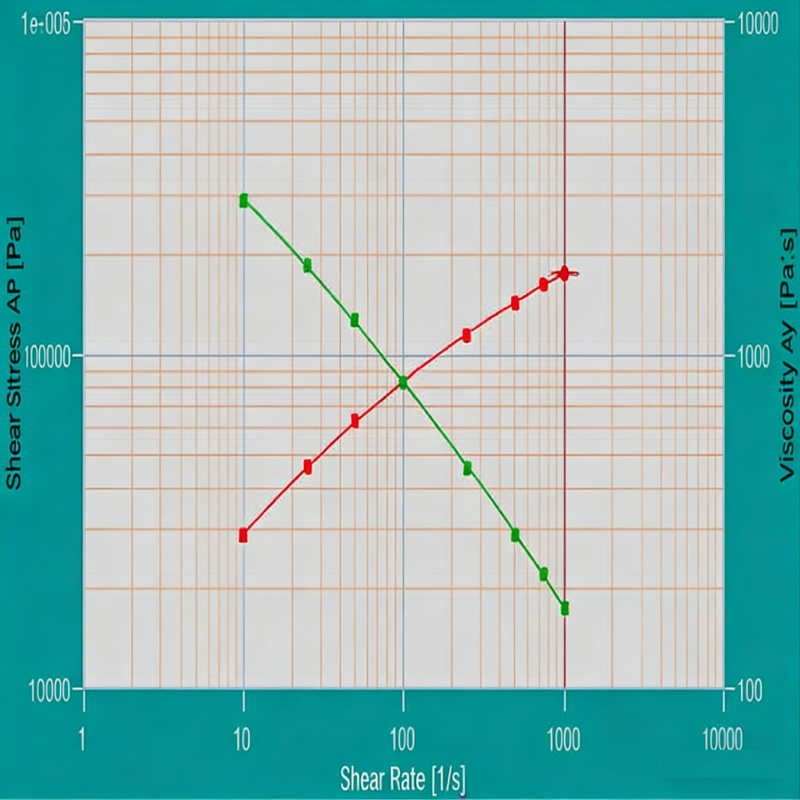
Se nos acercó un fabricante de revestimientos para tapas que estaba interesado en comprender el comportamiento de flujo de los materiales plásticos utilizados para revestimientos, con el fin de moldear piezas de calidad que se ajusten perfectamente dentro de la tapa de la botella y proporcionen un buen sellado. Utilizamos nuestro reómetro capilar para probar un compuesto de polipropileno (PP) que se fundió a 230 °C con un tiempo de precalentamiento de 900 segundos y una fuerza de compactación de 5000 N antes de la extrusión a través de un troquel capilar de 20 mm. Este compuesto de PP se sometió a velocidades de cizalla incrementales en un rango de 10 s-1 a 1000 s-1 como resultado de lo cual se observaron valores decrecientes de viscosidad de 2875 Pa•s (a 10 s-1) a 176 Pa•s (a 1000 s-1).
Notamos que este material requería un mayor tiempo de precalentamiento y una mayor fuerza de compactación para fundirlo de manera homogénea y sin burbujas de aire. En comparación, un grado de PP puro se fundirá de manera homogénea entre 200 y 250 °C después de precalentarlo durante aproximadamente 300 segundos y luego compactarlo con una fuerza controlada de 500 N. En general, pudimos obtener resultados repetibles al probar este material. El gráfico de velocidad de corte versus viscosidad (línea verde) a la derecha muestra que el material es altamente sensible al corte.
Parámetros del producto
El autor está en
| Name | Download |
|---|
Industrias aplicables
Productos relacionados
-

Prueba de acoplador de barras de refuerzo según AC133
-
Pruebas de fatiga dinámica de baja fuerza de tejidos y biomateriales
-
Ensayos reológicos en revestimientos para tapas fabricados para tapas de botellas de plástico.
-

Pruebas de resistencia a la adherencia al cizallamiento de materiales y adhesivos dentales
-
teléfono:+86 15910081986
Dirección:NO.4715, JINGSHI WEST ROAD, DISTRITO DE HUAIYIN, JINAN, SHANDONG, CHINA
buzones:admin@jnkason.com
-
Equipo de máquina de prueba Análisis metalográfico Serie de probadores de dureza
Equipos de pruebas no destructivas Instrumentos de análisis de
©2026 Jinan Kason Testing Equipment Co., Ltd.