















Prueba de corte por solapamiento ASTM D1002 de metales adheridos con adhesivo
ASTM D1002 describe el procedimiento para evaluar la resistencia al corte de los adhesivos utilizados para unir metales. Estos adhesivos se utilizan comúnmente en las industrias automotriz, aeroespacial y electrónica para unir diversas juntas y subcomponentes.
Prueba de corte por solapamiento ASTM D1002 de metales adheridos con adhesivo

Prueba de corte por solapamiento ASTM D1002 de metales adheridos con adhesivo
ASTM D1002 describe el procedimiento para evaluar la resistencia al corte de los adhesivos utilizados para unir metales. Estos adhesivos se utilizan comúnmente en las industrias automotriz, aeroespacial y electrónica para unir diversas juntas y subcomponentes.
Obtenga una cotizaciónDetalles del producto
Prueba de corte por solapamiento ASTM D1002 de metales adheridos con adhesivo
ASTM D1002 describe el procedimiento para evaluar la resistencia al corte de los adhesivos utilizados para unir metales. Estos adhesivos se utilizan comúnmente en las industrias automotriz, aeroespacial y electrónica para unir diversas juntas y subcomponentes. Las pruebas de adhesivos son fundamentales para comprender la resistencia relativa de diferentes materiales, así como para identificar los efectos de las condiciones ambientales y el envejecimiento en la resistencia y durabilidad de una unión. Esta guía analizará el equipo de prueba necesario para realizar la norma ASTM D1002; sin embargo, cualquiera que planee realizar pruebas según esta norma no debe considerar esta guía como un sustituto adecuado de la lectura de la norma completa.
La norma ASTM D1002 pretende ser principalmente de naturaleza comparativa, ya que el rendimiento de un adhesivo en un entorno de prueba controlado y la geometría de una muestra de corte de una sola vuelta no se pueden correlacionar con el rendimiento en el mundo real. En aplicaciones del mundo real, las condiciones ambientales cambiantes y las geometrías de juntas no uniformes, entre otras cosas, contribuyen a la variación del rendimiento del adhesivo.
MUESTRAS
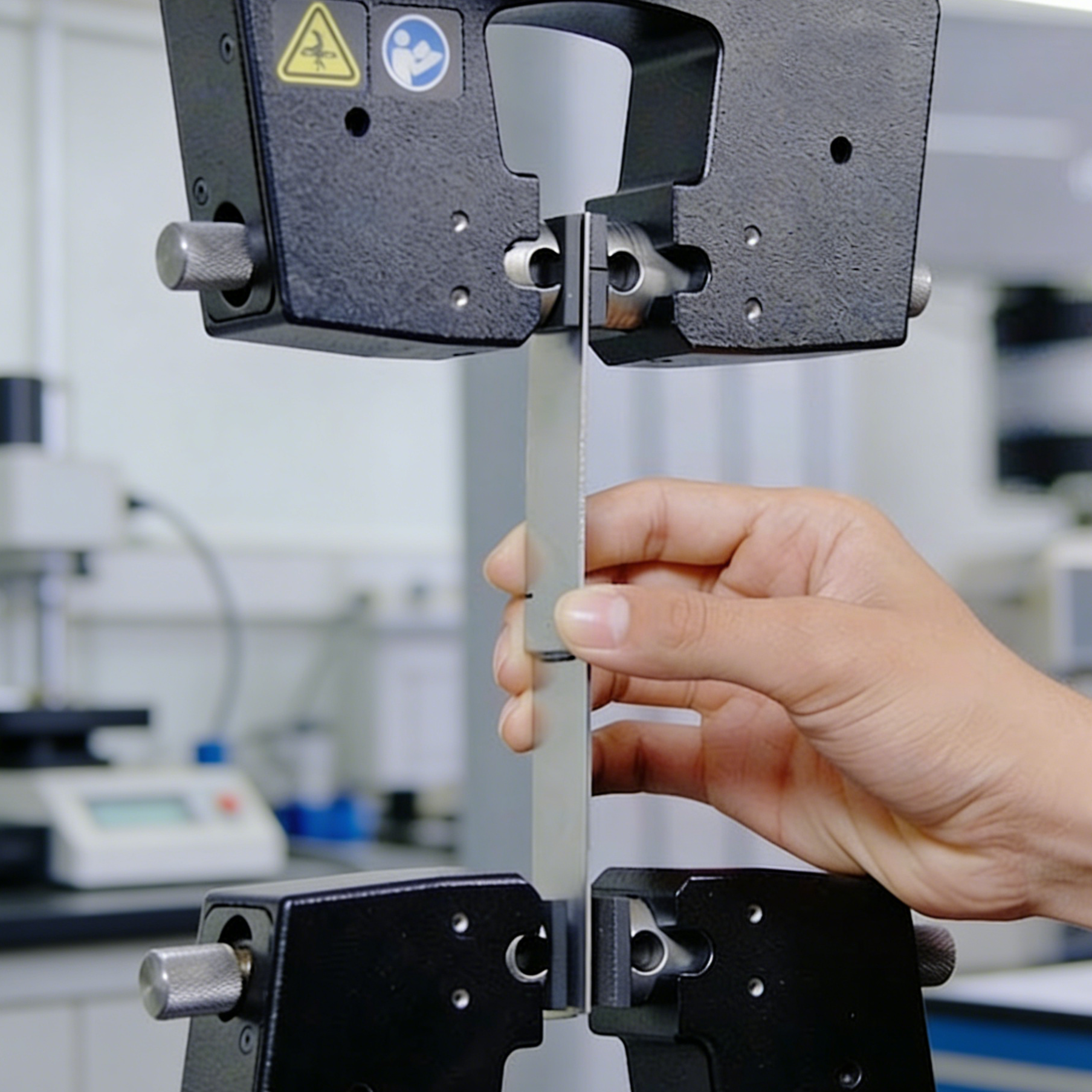
Para probar correctamente la resistencia de un adhesivo se requiere el uso de un sustrato. En el caso de ASTM D1002, este sustrato es metálico. Los tipos y grados específicos de metales aceptables para pruebas se mencionan en la sección 6.4 de la norma. Las muestras se preparan en una geometría de corte de una sola vuelta, donde dos piezas idénticas de sustrato tienen una sección de superposición definida que se adhieren utilizando el adhesivo que se está probando.
CONTROL DE PRUEBAS Y MODOS DE FALLA
ASTM D1002 se realiza tirando de los dos extremos de las muestras adheridas en tensión hasta que fallen. La fuerza de tracción aplicada a la muestra se traduce en un esfuerzo cortante aplicado a toda el área adherida. Los resultados incluirán la carga de falla, a menudo expresada por unidad de área de corte, así como la naturaleza de la falla. Normalmente, esto se puede registrar como uno de los siguientes tres tipos de falla:
Cohesión del adhesivo: la falla ocurre dentro del adhesivo.
Adhesión al sustrato: la falla se produce en la unión entre el adhesivo y el sustrato.
Fallo combinado: el fallo se produce tanto en la unión adhesiva como en la unión adhesivo-sustrato.
ASTM D1002 requiere el uso de una tasa de tensión constante o una tasa de desplazamiento equivalente. La tasa de tensión se realiza mediante una retroalimentación de circuito cerrado entre la celda de carga del sistema de prueba y el controlador. Es posible que sea necesario ajustar la configuración de PID para la celda de carga para lograr la tasa de tensión deseada dentro de una banda de error razonable. Muchos clientes utilizan la tasa de desplazamiento de cruceta equivalente para simplificar las pruebas.
SISTEMA DE PRUEBA DE MATERIALES
La mayoría de las pruebas de corte por solape ASTM D1002 se realizan comúnmente en una máquina de prueba universal de una o dos columnas. La capacidad de carga del sistema depende de la resistencia del adhesivo, que normalmente oscila entre 1 kN y 30 kN.
SOLUCIONES DE AGARRE
El principal desafío asociado con las pruebas de corte de una sola vuelta es la alineación de la cadena de carga. La geometría de la probeta hace que los dos extremos sujetos de la probeta estén desplazados entre sí. Puede ocurrir una carga lateral significativa si la solución de agarre no tiene en cuenta esa compensación, lo que podría causar fallas prematuras y datos erróneos. Esta funcionalidad ayuda al operador a garantizar que la línea central de la fuerza aplicada coincida con la línea central de la cadena de carga. Las mordazas de cuña manuales también se pueden utilizar añadiendo bloques espaciadores entre el cuerpo de la mordaza y la cara de la mandíbula. Estos espaciadores compensarán el desplazamiento, aunque se necesitarán muchos de ellos si se prueban varias muestras con diferentes espesores de sustrato.
Parámetros del producto
El autor está en
| Name | Download |
|---|
Industrias aplicables
Productos relacionados



-
teléfono:+86 15910081986
Dirección:NO.4715, JINGSHI WEST ROAD, DISTRITO DE HUAIYIN, JINAN, SHANDONG, CHINA
buzones:admin@jnkason.com
-
Equipo de máquina de prueba Análisis metalográfico Serie de probadores de dureza
Equipos de pruebas no destructivas Instrumentos de análisis de
©2026 Jinan Kason Testing Equipment Co., Ltd.